Molde Reconfigurable
Sistema modular de moldes que permite producir piezas en vidrio reciclado mediante casting, sin destruir el molde en cada uso. Combina modelado paramétrico, impresión 3D FDM y una pasta cerámica refractaria vertible. Trabajo final de licenciatura — defendido en 2025.
Sistema Matriz — modelo procedural basado en renders de Fusion 360

Resultado de un ciclo de casting — vidrio verde fundido aún dentro del molde cerámico refractario, antes del desmolde. La pieza final emerge cuando el cerámico se separa por sus líneas de cuadrante.
Mi rol
Investigación, diseño y prototipado integral · Tesis de Licenciatura en Diseño Industrial — Perfil Producto · EUCD/FADU/UdelaR · 2024–2025 · Tutora: Mag. Beatriz Amorín
Trabajo individual de extremo a extremo: investigación bibliográfica, exploración de antecedentes, modelado paramétrico del sistema en Fusion 360, fabricación física de los componentes mediante impresión FDM, ensayos de fundición en el Laboratorio de Vidrio EUCD (incluyendo elaboración manual de la pasta refractaria, vertido, secado, cocción y casting), documentación con fichas de pre-testeo, y redacción del documento final .
Resumen ejecutivo
El casting tradicional con vidrio opera bajo el principio del molde perdido: cada pieza requiere un molde de yeso refractario que se destruye al desmoldar. La práctica genera grandes cantidades de residuo, vuelve inviable la iteración rápida y dificulta la producción en serie — especialmente cuando se trabaja con molienda de vidrio reciclado a baja escala.
En Uruguay esto se cruza con un dato crítico: el vidrio hueco es el segundo material más arrojado a vertederos (17.373 toneladas anuales, 24 % del total de residuos según el Plan de Gestión de Envases). La oportunidad de diseño no es solo proyectual: es ética y sostenible.
La tesis propone un sistema reconfigurable de tres piezas interrelacionadas — Matriz, Molde y Positivo — que rompe la lógica del molde único. La Matriz (impresa en PLA 850, modular) es una estructura externa que actúa como negativo del molde futuro: sobre ella se vierte una pasta cerámica refractaria que, una vez curada y cocida a 1190°C, se transforma en el Molde definitivo. Ese molde aloja al Positivo (intercambiable, también impreso en PLA 850 o resina), que define la geometría interna del vidrio fundido. Cambiar la pieza final no requiere construir un molde nuevo: basta con reconfigurar módulos.
El sistema fue diseñado, fabricado y validado con prototipos físicos, llegando a generar moldes cerámicos funcionales en horno y a producir piezas de vidrio reciclado. Está documentado con curvas de temperatura, fichas de pre-testeos, secuencia de uso de 14 pasos y aportes al campo. El trabajo se publicó en Colibrí (UdelaR).
El problema
Casting tradicional → molde perdido
El casting es la técnica que permite obtener volúmenes de vidrio fundido a partir de un molde negativo. Históricamente se hace con moldes de yeso refractario, que tienen una característica decisiva: para extraer la pieza una vez fundida, el molde se rompe. Cada pieza producida es un molde menos en circulación.
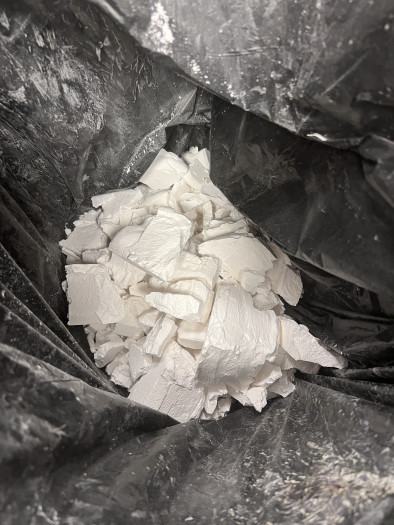
Yeso refractario descartado tras el desmolde — bolsa con fragmentos rotos del molde destruido para extraer la pieza de vidrio.

Limpieza posterior — el yeso se barre y se descarta como residuo del proceso productivo.
Las consecuencias prácticas:
- Impacto ambiental — toneladas de yeso destruido por ciclo productivo, sin reciclar.
- Ineficiencia económica — cada nueva pieza requiere un molde nuevo, aún reproduciendo el mismo diseño.
- Iteración cara — la experimentación formal se vuelve prohibitiva: probar una variación implica fabricar un molde entero desde cero.
- Producción en serie limitada — la repetibilidad depende de poder reproducir el molde con precisión, algo que el yeso artesanal no garantiza.
Brecha técnica con la molienda de vidrio reciclado
A diferencia del vidrio plano, para el cual existen sistemas de molde configurable bien documentados, no hay sistemas reconfigurables específicos para casting con molienda de vidrio hueco. La molienda exige condiciones particulares:
- Granulometría apropiada — partículas demasiado finas se sinterizan mal; demasiado gruesas dejan huecos en la pieza final.
- Contención durante el vertido — el material no se autosostiene como una pasta; necesita paredes que lo guíen.
- Resistencia a temperaturas mayores a 800°C — el casting completo llega a ~875–900°C.
- Compensación de la contracción volumétrica — al fundirse, la molienda baja de volumen de forma significativa.
Pregunta de proyecto: ¿es posible diseñar un molde reusable y reconfigurable, fabricable con tecnologías digitales accesibles, que permita producir piezas en vidrio reciclado mediante casting sin destruir el molde en cada uso?
Brief de diseño
Concepto: sistema de piezas modulares para trabajar la técnica de casting, reconfigurable y reutilizable, que permite reorganizar las partes para variar la forma del dispositivo en cada colada — sin construir un molde nuevo.
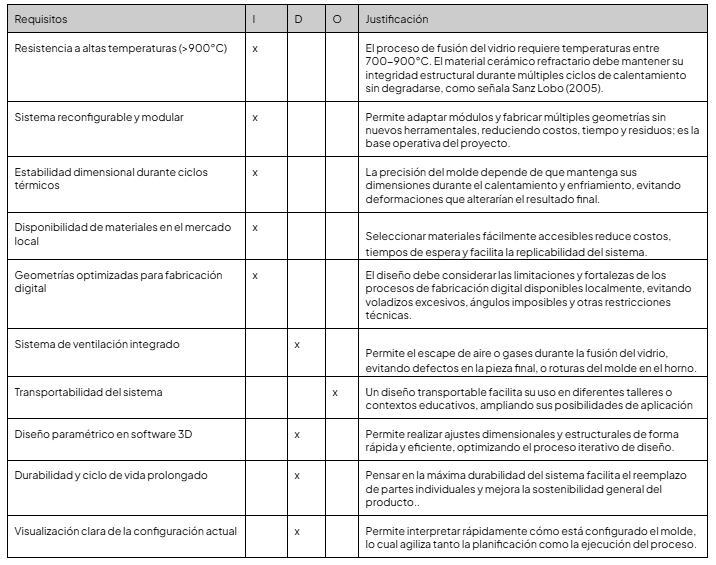
Tabla de requisitos del sistema — clasificados como Indispensables (I), Deseables (D) u Opcionales (O), con justificación técnica para cada uno.
Los requisitos indispensables marcaron las decisiones técnicas críticas:
- Resistencia a altas temperaturas (>900°C) — fija el material del molde (cerámica refractaria) y descarta alternativas como resinas o yeso convencional.
- Sistema reconfigurable y modular — base operativa del proyecto; sin esto no hay tesis.
- Estabilidad dimensional durante ciclos térmicos — el molde no puede deformarse al calentar/enfriar, sino la pieza saldría distinta cada vez.
- Disponibilidad local de materiales — fija el contexto productivo uruguayo, descarta importaciones costosas.
- Geometrías optimizadas para fabricación digital — todas las piezas tienen al menos una cara plana para imprimirse sin soportes en FDM consumer.
Los requisitos deseables (sistema de ventilación integrado, transportabilidad, diseño paramétrico, durabilidad, visualización clara de la configuración) afinan el sistema, pero no condicionan su existencia.
El sistema en 3 piezas
El sistema completo se construye desde una lógica encadenada: la Matriz produce el Molde, y el Molde aloja al Positivo. Cambiar el Positivo cambia la pieza final sin rehacer el Molde; cambiar la configuración de la Matriz cambia el Molde sin rehacer todo.
Esquema 3D del sistema completo — paredes externas de la Matriz (verdes), separadores internos (beige), y Positivo central (azul/naranja). Las perforaciones de las paredes alivianan la pieza impresa y permiten encastres.
| Pieza | Material | Función |
|---|---|---|
| 1. Matriz | PLA 850 (FDM) | Estructura externa modular y reconfigurable. Núcleo del sistema. |
| 2. Molde | Cerámica refractaria vertible | Contiene al vidrio durante el casting (~875–900°C). Se genera desde la Matriz. |
| 3. Positivo | PLA 850 / resina | Define la geometría interna del vidrio fundido. Intercambiable. |
1. Matriz — el núcleo reconfigurable
La Matriz es el principal objeto de estudio de la tesis. Es una estructura externa armada por componentes modulares (Base · Paredes · Tapa · Separador) impresos en FDM con PLA 850. Toda la lógica del proyecto vive acá: cambiando o desplazando piezas se modifican las dimensiones internas y la geometría que tendrá el molde cerámico final.
Las paredes están perforadas no por ornamento sino por dos razones: aliviar el peso de la pieza impresa (menos PLA, menos tiempo de impresión) y proveer puntos de encastre con los componentes internos.
2. Molde — cerámica refractaria
Sobre la Matriz armada se vierte una pasta cerámica refractaria preparada con una receta específica (ver Materialidad). Una vez curada y cocida en horno a 1190°C, queda el Molde en negativo, listo para el casting con molienda de vidrio. El molde resiste las temperaturas de fusión sin agrietarse y permite extraer la pieza dividiéndose por sus líneas de cuadrante (no se rompe).
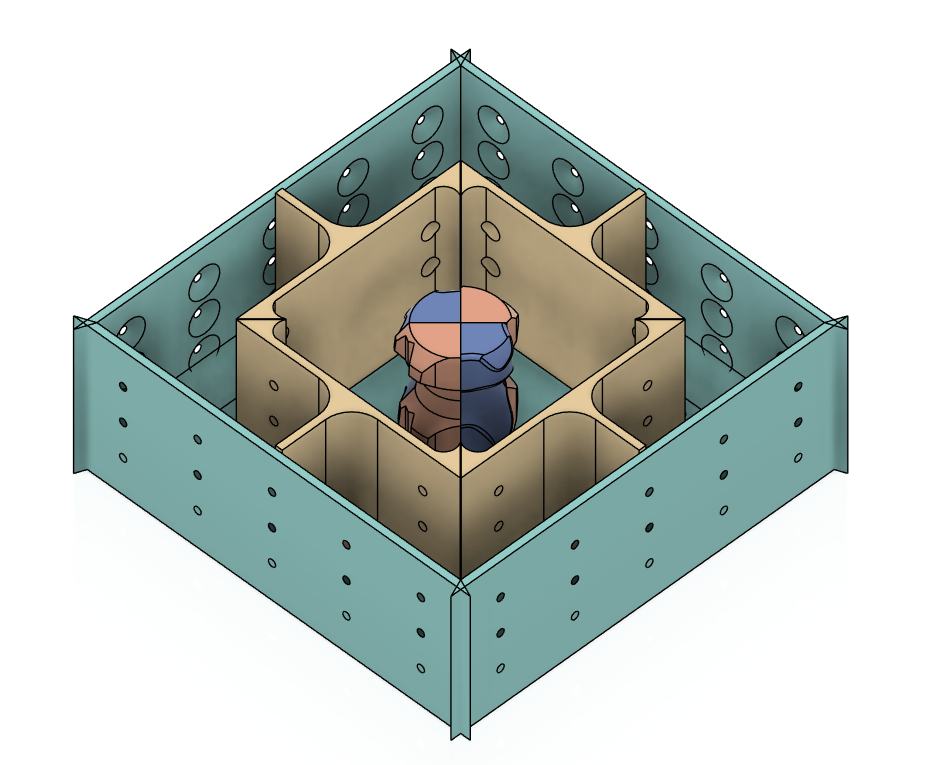
Render del Molde cerámico en corte — el sombreado diagonal indica la sección del cerámico. La cavidad central es el espacio donde se vierte la molienda de vidrio.
3. Positivo — geometría interna intercambiable
El Positivo (impreso en PLA 850 o resina) define el vacío interno de la pieza final: durante el casting, el PLA se quema o se retira, dejando esa forma como hueco en el vidrio. Está pensado como sistema modular en cuadrantes: combinable, apilable, reconfigurable.
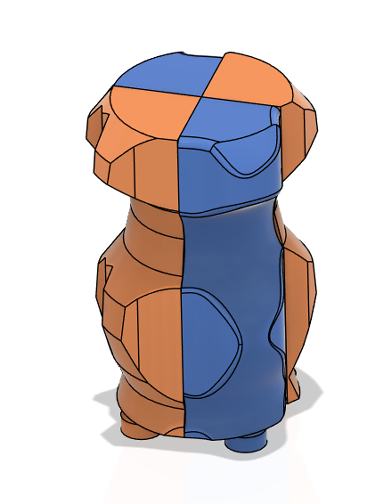
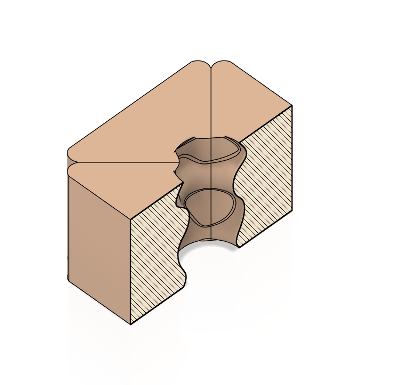
Render del Positivo — geometría compuesta de varios cuadrantes en distintos colores. La división vertical permite combinar mitades de positivos diferentes para generar híbridos formales.
Materialidad
Matriz — PLA 850
La Matriz se imprime en PLA 850, una variante mejorada del PLA convencional con mayor resistencia al impacto. Esto la vuelve adecuada para uso intensivo de laboratorio (manipulación frecuente, posibles caídas, contacto con cerámica húmeda durante el vertido). Toda la geometría de la Matriz se diseñó con al menos una cara plana para imprimir sin soportes — decisión que reduce tiempo de impresión, descarte de material y riesgo de defecto.
La elección no fue casual: el PLA 850 está disponible localmente (proveedor Rincón Maker en Montevideo), sale en variedad de colores (lo que se usó para diferenciar visualmente los componentes en el armado: rojo, azul y negro), y mantiene tolerancias suficientes para los encastres entre paredes, base, separador y tapa.
Molde — pasta cerámica refractaria (receta)
El molde se buscó hacer en un material capaz de soportar temperaturas mayores a 800°C y de verterse en estado líquido sobre la Matriz. Cordierita y cemento granular existían comercialmente pero no en formato fluido. Tras consulta con la ceramista Cecilia Pagliari, se adoptó una receta de pasta refractaria del libro El libro del ceramista (Fernández Chiti, 2000):
| Componente | Proporción | Función |
|---|---|---|
| Arcilla plástica Tinkar | 30 % | Cohesión y capacidad de moldeo |
| Caolín | 30 % | Refractariedad y estabilidad dimensional al secado |
| Chamote fino | 40 % | Limita retracción · mejora porosidad · refuerza resistencia térmica |
| Agua | 16–18 % | Hidratación de la mezcla |
La pasta tiene comportamiento pseudoplástico: alta viscosidad en reposo, fluye sólo al aplicarse presión, y conserva la forma sin presión. Esto obliga a prensar manualmente durante el vertido para que copie todos los detalles de la Matriz — uno de los gestos clave del proceso. Recién después de cocción a 1190°C la pasta adquiere las propiedades térmicas y mecánicas necesarias para alojar el casting del vidrio.

Pieza de prueba refractaria cocida — fragmento sostenido a mano para evaluar textura, color y solidez tras la cocción a 1190°C.
Curvas de temperatura
El control térmico es una variable irreversible: calentar o enfriar demasiado rápido provoca fracturas en el cerámico o en el vidrio. Las curvas se diseñan para que cada material atraviese sus puntos críticos lentamente, con pausas (mesetas) en temperaturas críticas y rampas controladas.
| Etapa | Temperatura pico | Duración aprox. |
|---|---|---|
| Cocción del molde cerámico | 1190°C | 2–3 días con curva |
| Casting del vidrio (fusión) | ~875–900°C | 3 días con curva |
| Recocido posterior | controlado | días/semanas según pieza |
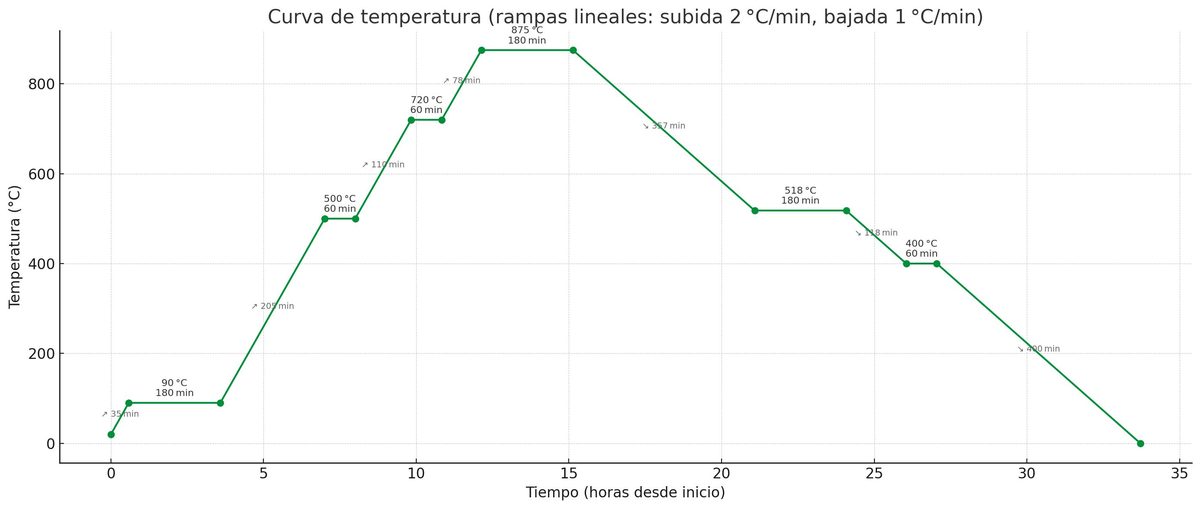
Curva de temperatura para casting — rampas lineales de subida 2°C/min y bajada 1°C/min. Mesetas en 90°C (180 min para evaporar humedad), 500°C, 720°C, pico de fusión a 875°C durante 180 min, recocido en 518°C y 400°C antes del enfriamiento final.
Las mesetas no son arbitrarias: cada una corresponde a una transición física del vidrio (eliminación de humedad, transición vítrea, fusión, recocido para liberar tensiones internas). Sin estas pausas, la pieza final agrieta o explota dentro del horno.
Proceso de fabricación
Etapa 1 — Impresión 3D del sistema
La Matriz completa se imprimió en PLA 850 con el proveedor local Rincón Maker. La impresión salió de buena calidad al primer intento, gracias a las tolerancias y la estrategia de caras planas planificadas en el modelo digital. Esto validó el flujo CAD → STL → FDM como suficiente para llegar a piezas funcionales sin pasos intermedios manuales.
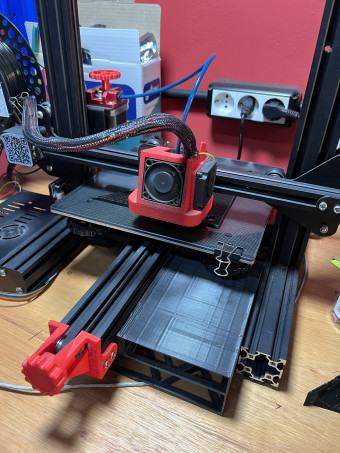
Proceso de impresión FDM en marcha — impresora consumer en plena tirada de uno de los componentes.
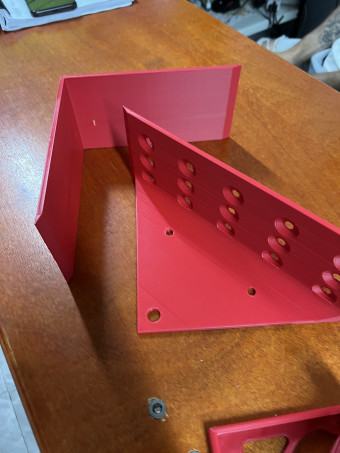
Paredes laterales impresas en PLA 850 rojo — las perforaciones cumplen función estructural (alivianan) y funcional (encastres).
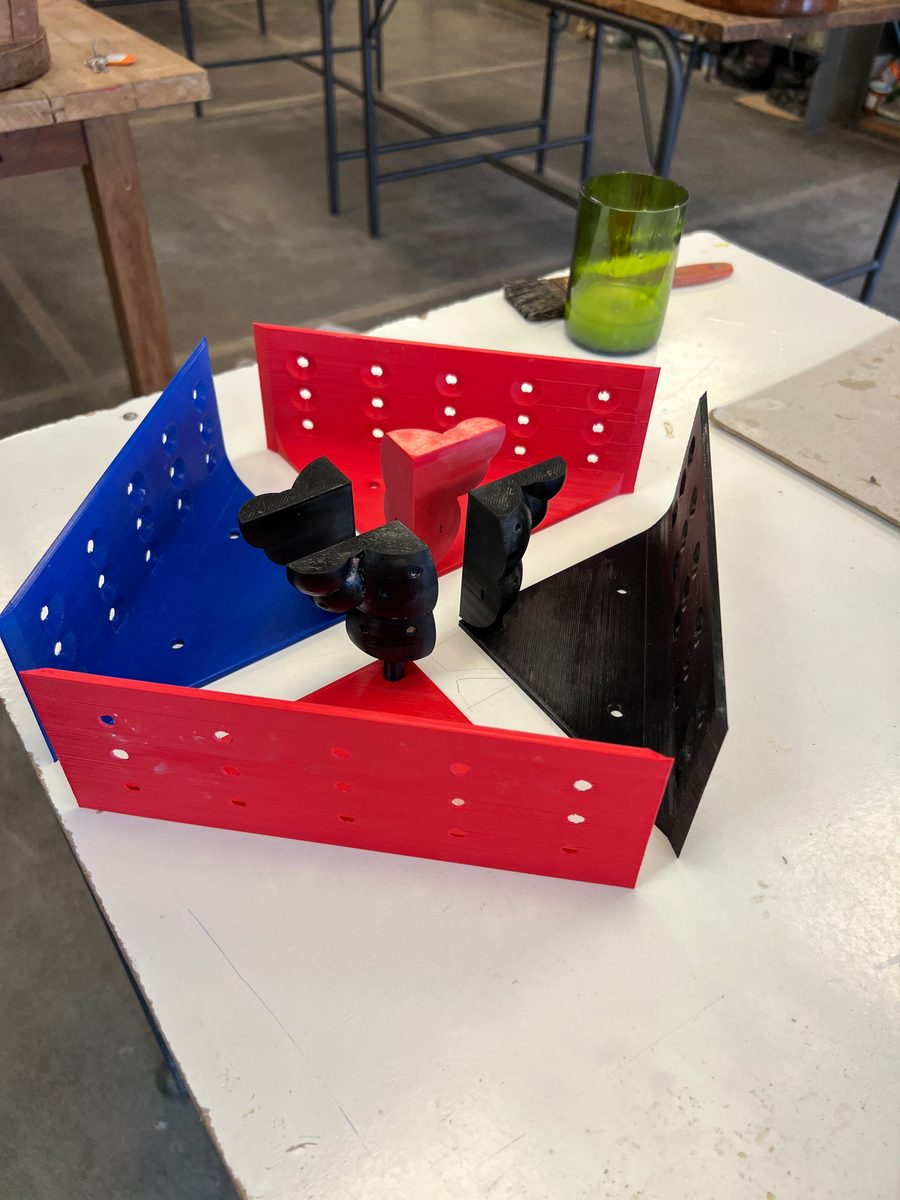
Sistema impreso completo — paredes en rojo, azul y negro (3 colores para diferenciar visualmente cada lado), positivos negros, junto a una botella verde que es la fuente de vidrio reciclado para la molienda.
Etapa 2 — Compras y preparación de insumos
Se relevaron insumos y proveedores locales para asegurar la viabilidad del sistema en el contexto productivo nacional. Esto importa porque la pasta refractaria, las arcillas y las moliendas de vidrio no son commodities globales — lo que se consigue en Montevideo no es lo mismo que se consigue en Buenos Aires o Santiago, y la receta tuvo que adaptarse a lo que efectivamente está disponible:
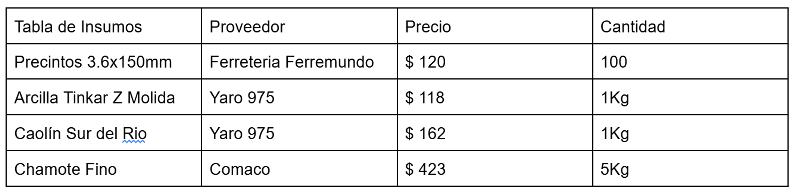
Tabla de insumos relevados durante el proyecto (2025) — proveedores locales, precios y cantidades base para una colada.
Paralelamente se imprimieron las distintas variantes del Positivo para tener una pequeña familia de geometrías sobre las que probar el sistema:

Familia de positivos impresos — variantes en distintos colores y geometrías, lo que permite experimentar con diferentes formas internas sin rehacer la Matriz.
Etapa 3 — Trabajo en el Laboratorio de Vidrio EUCD
Con la Matriz lista y los insumos comprados, se ejecutó el ciclo completo en el laboratorio. Cada prueba fue documentada con fichas de pre-testeo que registraron parámetros (proporciones, tiempos, temperaturas) y resultados — instrumento clave para iterar la receta y los tiempos de secado/cocción.
Secuencia de uso — 14 pasos
Esta es la dinámica completa del sistema, desde Matriz lista hasta pieza final de vidrio. Hay dos ciclos térmicos distintos: el primero cuece el molde cerámico (paso 8); el segundo funde la molienda de vidrio dentro de ese molde (pasos 12–13).
| # | Paso | Notas |
|---|---|---|
| 1 | Ensamblaje del positivo seleccionado | Define la forma interna |
| 2 | Ensamblaje de paredes + base + separador | Con precintos como cierre |
| 3 | Preparación de la mezcla cerámica | Receta 30/30/40 + 16–18 % agua |
| 4 | Vertido sobre la Matriz | Prensado manual para que copie detalles |
| 5 | Colocación de la tapa | Cierra el sistema durante el secado |
| 6 | Secado — 3 días | Pseudoplástica → debe secar lento |
| 7 | Limpieza de la Matriz | Se desensambla y se reutiliza |
| 8 | Cocción del cerámico → extracción del horno | A 1190°C — sale el molde definitivo |
| 9 | Formado de los 4 cuadrantes | Preparación del molde definitivo |
| 10 | Vertido de la molienda de vidrio | Granulometría calibrada |
| 11 | Cierre del conjunto cerámico | El molde queda con la molienda dentro |
| 12 | Horneado de casting — pico 875°C | Fusión del vidrio dentro del cerámico |
| 13 | Recocido controlado | Bajada lenta para evitar fracturas |
| 14 | Extracción de la pieza | Pieza final — el molde se conserva |

El molde cerámico final tras el desmolde y horneado— cuatro cuadrantes triangulares de cerámica refractaria que se separan para liberar la pieza de vidrio. La cavidad central conserva la huella del Positivo.
Lo crítico de la secuencia: entre los pasos 6 y 7 se reutiliza la Matriz (vuelve disponible para hacer otro molde mientras éste sigue su curva de temperatura). Esto rompe el cuello de botella del molde único: una Matriz puede generar muchos moldes en paralelo.
Reconfigurabilidad — concepto central
Reconfigurabilidad: capacidad de un sistema de modificar su configuración interna o externa sin necesidad de ser completamente reconstruido.
El proyecto opera la reconfigurabilidad en dos niveles complementarios:
- Reconfiguración de la Matriz — cambiar dimensiones internas, adaptar volumen, experimentar formas, manteniendo la estructura base constante. Esto cambia el Molde producido.
- Reconfiguración del Positivo — segmentado en cuadrantes, apilable verticalmente, habilita composiciones modulares en la pieza final de vidrio. Esto cambia la pieza sin tocar el Molde ni la Matriz.
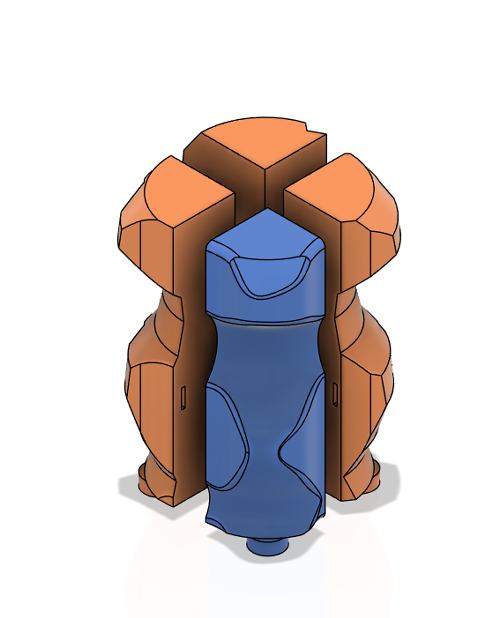
Render del Positivo — los cuadrantes (en distintos tonos) son intercambiables: combinar mitad de un positivo con mitad de otro genera híbridos formales sin necesidad de modelar geometrías nuevas desde cero.
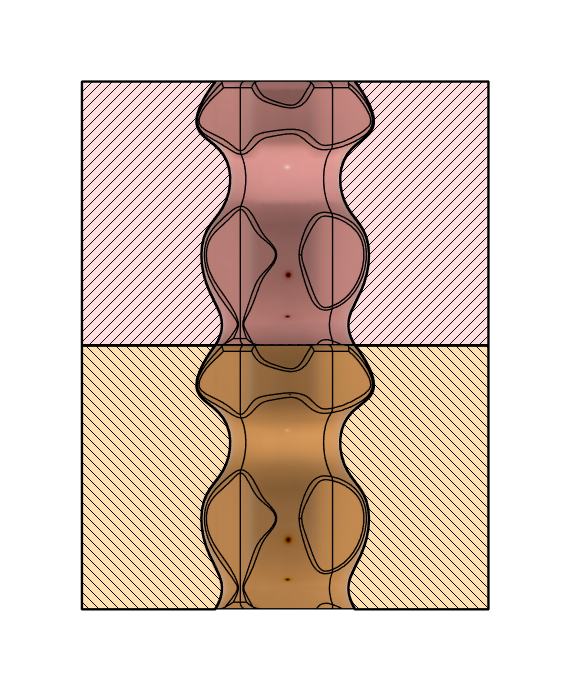
Modularidad vertical en sección — dos positivos apilados (uno arriba, otro abajo) con una cavidad continua que recorre ambos. Habilita producir piezas más altas o seriadas sin modificar el sistema base.
En vez de un molde único e irrepetible, hay un conjunto de decisiones reconfigurables que se ajustan, rotan o combinan según los objetivos. Esto convierte al diseño formal en una operación combinatoria, no escultórica.
Aportes al diseño
Espacio de diseño expandido en 4 dimensiones
La combinatoria del sistema abre un espacio formal articulado por:
- Altura (apilado vertical de positivos)
- Base (configuración de la matriz)
- Formalidad superficial (geometría del positivo)
- Conexión con otros elementos (encastre con piezas vecinas)
Esto permite no solo replicar, sino crear híbridos formales que emergen de combinar configuraciones previas — comportamiento típico de los sistemas modulares generativos (Gershenfeld, 2005). En la práctica: cada vez que se imprime un nuevo Positivo, todas las combinaciones anteriores siguen disponibles.
Diálogo con antecedentes
- Frabasile (2022) — herramienta modular para termoformado · comparte el valor del diseño adaptable como puente artesanal–digital.
- Damen et al. (2022) — optimización topológica en moldes de vidrio fundido · comparte la lógica paramétrica + reutilización material.
- Esta tesis — agrega el ángulo de baja tecnología y accesibilidad económica, pensada para el contexto uruguayo.
Aporte pedagógico
El sistema habilita iteración a bajo costo y alta adaptabilidad — clave para enseñar fundición de vidrio en contextos académicos sin infraestructura industrial. Conecta con el proyecto PAIE "Diseño de una familia de productos a partir de botellas de vidrio de un solo uso" (Irureta et al., 2024).
Conclusiones del proceso
- Validación técnica — las pruebas con prototipos generaron moldes cerámicos funcionales y demostraron el ciclo completo Matriz → Molde → Positivo → vidrio fundido (visible en la imagen hero).
- Reducción significativa de residuos — el molde reconfigurable evita la destrucción sistemática del cerámico que ocurre en el casting tradicional.
- Iteraciones digitales antes de la fabricación física — redujeron costos y permitieron ajustar el sistema antes de imprimir.
- Líneas abiertas de continuación:
- Compensación de la contracción del vidrio durante la fusión — agregado tipo embudo para alojar más material.
- Sistema de apilado con varillas de guía para alineación dentro del horno.
- Flujo híbrido manual-digital para el positivo — modelado en plastilina/arcilla → escaneo 3D → CAD → segmentación.
Lo que aprendí
- Investigación de tesis como proyecto largo — un año de trabajo continuo con metodología investigativa formal: marco teórico, antecedentes, brief, prototipado, conclusiones.
- Diseño paramétrico aplicado a fabricación física real — Cada decisión de modelado se contrastó con impresión, ensamble y curva de temperatura en horno.
- Cerámica refractaria + impresión 3D FDM — combinación poco explorada en contexto local. Hubo que validar materiales, separadores y compatibilidad térmica.
- Sostenibilidad como restricción proyectual — partir del problema de los residuos del yeso (y del vidrio hueco como segundo material más descartado en Uruguay) condicionó cada decisión técnica.
- Diseño en contextos de baja tecnología — el sistema funciona porque está pensado para ser fabricable con herramientas accesibles (impresora FDM consumer, horno de laboratorio universitario).
- Trabajo con tutoría académica — primera experiencia larga con figura de tutora (Mag. Beatriz Amorín) — ritmo de devoluciones, revisiones y consolidación del documento final.
- Documentación como entregable — fichas de pre-testeo, curvas de temperatura, recetas con proporciones exactas. La tesis como conjunto de documentación reusable, no solo como informe.